samedi 21 octobre 2017
F6FCO - Station mécatronique: BR1G1TT3, CNC en médium
F6FCO - Station mécatronique: BR1G1TT3, CNC en médium: L'idée était de concevoir une sorte de CNC Mantis pour ceux qui habitent en ville, une petite CNC de bureau qu'on pourrait facileme...
BR1G1TT3, CNC en médium
L'idée était de concevoir une sorte de CNC Mantis mais un peu plus évoluée pour ceux qui
habitent en ville, une petite CNC de bureau qu'on pourrait facilement
caser dans un appartement. Sur ce point le cahier des charges est
rempli,
elle ne fait que 520x500x700mm. Pour un maximum de rigidité je l'ai
voulue du style portique fixe.
Au départ je comptais faire une CNC carrément low-cost avec des paliers
en POMC, vis en M10. Et puis petit à petit à force d'optimiser j'ai
amélioré le concept, j'ai changé les M10 par des SFU1204 et les paliers
POMC par des SCS16UU.
Elle sera capable de bien plus que graver des circuits imprimés et pourra usiner tranquillement bois et plastique, voire graver et usiner de l'alu, les essais le diront. Prévue pour le Fablab de Millau en tant que CNC école, les éléments y seront découpés au laser.
Comme pour mes autres machines plutôt que de débuter par le châssis j'ai commencé par le plus logique: en premier définir mes courses, placer ensuite les axes dans l'espace, et seulement après construire le reste autour. Je commence par dessiner un axe vertical qui servira de référence, ensuite je modélise l'axe Z, puis le X dont la longueur des rails est définie par la course latérale prévue dans le cahier des charges. J'ai commencé par placer mes rails ce qui m'a permis de définir les cotes des éléments pour pouvoir respecter le cahier des charges. Pour terminer je fais la même chose avec l'axe Y. Ceci fait et vérifié par des animations je peux passer à la modélisation des éléments qui maintiendront ces axes en place dans l'espace. Toujours dans un souci de coût j'ai choisi l'option des rails non suspendus en Ø16, pour une machine de cette taille ils ne plieront pas.
Les deux axes X et Y sont équipés de vis à billes SFU1204 nues, j'ai fais le choix d'usiner mes paliers moi-même pour un souci d'économie et aussi de gain de place. Ils feront office de supports pour les rails, et sont équipé de roulements à billes 22x8x7. Usinés à la CNC ils seront garants du bon parallélisme des rails et de la vis.

Le Z reçoit une tige M10 en laiton avec écrou de rattrapage de jeu axial. Le choix du laiton pour une meilleure glisse et des jeux moindres que sur une tige M10 en métal roulé de moindre qualité.

L'axe Y, toute l'architecture de la machine est basée sur le cloisonnement pour un maximum de rigidité.

 Le plateau est équipé d'un millefeuille avec écrous prisonniers pour faciliter le bridage des pièces.
Le plateau est équipé d'un millefeuille avec écrous prisonniers pour faciliter le bridage des pièces.
 L'axe X. Sur toute la machine aucune pièce n'étant identique, pour
éviter les erreurs au montage j'ai dessiné les tenons/mortaises en
détrompeurs avec des cotes différentes.
L'axe X. Sur toute la machine aucune pièce n'étant identique, pour
éviter les erreurs au montage j'ai dessiné les tenons/mortaises en
détrompeurs avec des cotes différentes.

 L'axe Z.
L'axe Z.

 Il est équipé de deux plaques porte-broches interchangeables, une au Ø48
pour les Dremel, l'autre au Ø43 pour les broches Kress, Proxxon ou
autres.
Il est équipé de deux plaques porte-broches interchangeables, une au Ø48
pour les Dremel, l'autre au Ø43 pour les broches Kress, Proxxon ou
autres.


Courses:
X=230mm
Y=290mm
Z=70mm
Les trois axes étant définis je peux passer à la conception du bâti.
J'ai mis l'accent sur la rigidité et la solidité de l'ensemble, tout est soigneusement cloisonné avec détrompeurs pour un montage sans erreurs du puzzle. Il est prévu de faire un PDF de montage.



 Dernière version de Br1g1tt3 avec caisson intégré et vitrage amovible,
plus élégant et moins gourmand en place, l'encombrement reste le même
que la machine d'origine.
Dernière version de Br1g1tt3 avec caisson intégré et vitrage amovible,
plus élégant et moins gourmand en place, l'encombrement reste le même
que la machine d'origine.


Le Fablab de Millau venant de s'équiper d'une découpeuse laser de 150W on s'est lancé dans l'aventure. Découpe des plaques 800x600mm en 10mm. Ne connaissant pas encore très bien cette nouvelle machine, il va nous falloir faire beaucoup d'éprouvettes sur différents bois pour déterminer la puissance laser et la vitesse d'avance pour chaque essence et épaisseur. Le contre-plaqué étant sujet à des variations de densité à cause des différentes couches de bois et de la colle utilisée pour chaque plaque les essais étaient soit bons, soit mauvais mais toujours inconstants. A épaisseur égale et réglages égaux les plaques étaient parfois non traversées sur toute l'épaisseur, parfois traversées et les bords brulés par trop de puissance. Cette CNC étant un prototype on a pris la décision de la construire en médium qui est plus homogène que le CP.


La pince donne une idée de la taille des découpes.
 Début des montages et collages du bâti. Les nervures de rigidification:
Début des montages et collages du bâti. Les nervures de rigidification:

 Collage du X
Collage du X

 les plaques support interchangeables pour les différentes broches possibles:
les plaques support interchangeables pour les différentes broches possibles:
 Les axes Y et Z:
Les axes Y et Z:
 Avantage de cette architecture, pour une meilleure isolation phonique il
sera possible d'injecter de la mousse polyuréthane entre les nervures.
Avantage de cette architecture, pour une meilleure isolation phonique il
sera possible d'injecter de la mousse polyuréthane entre les nervures.
 Assemblage du XZ.
Assemblage du XZ.


Fixation à l'araldite des aimants d'origines. Pour les positionner précisément j'ai utilisé la sonnette du multimètre. Choisir une position ou l'ILS colle au passage de l'aimant mais pendant le temps le plus court possible ce qui diminuera la durée des prises d'origines.

Premiers mouvements.
Elle sera capable de bien plus que graver des circuits imprimés et pourra usiner tranquillement bois et plastique, voire graver et usiner de l'alu, les essais le diront. Prévue pour le Fablab de Millau en tant que CNC école, les éléments y seront découpés au laser.
_______________________Etude__________________________
Comme pour mes autres machines plutôt que de débuter par le châssis j'ai commencé par le plus logique: en premier définir mes courses, placer ensuite les axes dans l'espace, et seulement après construire le reste autour. Je commence par dessiner un axe vertical qui servira de référence, ensuite je modélise l'axe Z, puis le X dont la longueur des rails est définie par la course latérale prévue dans le cahier des charges. J'ai commencé par placer mes rails ce qui m'a permis de définir les cotes des éléments pour pouvoir respecter le cahier des charges. Pour terminer je fais la même chose avec l'axe Y. Ceci fait et vérifié par des animations je peux passer à la modélisation des éléments qui maintiendront ces axes en place dans l'espace. Toujours dans un souci de coût j'ai choisi l'option des rails non suspendus en Ø16, pour une machine de cette taille ils ne plieront pas.
Les deux axes X et Y sont équipés de vis à billes SFU1204 nues, j'ai fais le choix d'usiner mes paliers moi-même pour un souci d'économie et aussi de gain de place. Ils feront office de supports pour les rails, et sont équipé de roulements à billes 22x8x7. Usinés à la CNC ils seront garants du bon parallélisme des rails et de la vis.

Le Z reçoit une tige M10 en laiton avec écrou de rattrapage de jeu axial. Le choix du laiton pour une meilleure glisse et des jeux moindres que sur une tige M10 en métal roulé de moindre qualité.

L'axe Y, toute l'architecture de la machine est basée sur le cloisonnement pour un maximum de rigidité.









Courses:
X=230mm
Y=290mm
Z=70mm
Les trois axes étant définis je peux passer à la conception du bâti.
J'ai mis l'accent sur la rigidité et la solidité de l'ensemble, tout est soigneusement cloisonné avec détrompeurs pour un montage sans erreurs du puzzle. Il est prévu de faire un PDF de montage.






____________________ Assemblage_______________________
Le Fablab de Millau venant de s'équiper d'une découpeuse laser de 150W on s'est lancé dans l'aventure. Découpe des plaques 800x600mm en 10mm. Ne connaissant pas encore très bien cette nouvelle machine, il va nous falloir faire beaucoup d'éprouvettes sur différents bois pour déterminer la puissance laser et la vitesse d'avance pour chaque essence et épaisseur. Le contre-plaqué étant sujet à des variations de densité à cause des différentes couches de bois et de la colle utilisée pour chaque plaque les essais étaient soit bons, soit mauvais mais toujours inconstants. A épaisseur égale et réglages égaux les plaques étaient parfois non traversées sur toute l'épaisseur, parfois traversées et les bords brulés par trop de puissance. Cette CNC étant un prototype on a pris la décision de la construire en médium qui est plus homogène que le CP.


La pince donne une idée de la taille des découpes.










Fixation à l'araldite des aimants d'origines. Pour les positionner précisément j'ai utilisé la sonnette du multimètre. Choisir une position ou l'ILS colle au passage de l'aimant mais pendant le temps le plus court possible ce qui diminuera la durée des prises d'origines.

Premiers mouvements.
mardi 3 octobre 2017















samedi 30 septembre 2017
Séparateur cyclonique en bois pour aspirateur d'atelier
Après avoir construit un séparateur de copeaux Thien qui fonctionne très bien, le PVC qui fonctionne moyen je teste un système conique en bois. Juste parce que j'avais envie de tester et aussi parce que j'avais envie de faire du bois :D.
Comme les autres construit avec des trucs qui traînent dans l'atelier et toujours le même fond de bidon.
Le cône comporte 24 bandes coniques assemblées/collées. Un peu de 3D pour savoir ou on met les pieds, petits calculs pour les angles de coupe, confortés par la 3D: 7,5°.

Je compte lui ajouter une spirale sensée améliorer le flux des copeaux en le guidant pour tangenter le bord du cône et les empêcher de remonter avec l'air "propre" vers l'aspirateur.


Flemme de démarrer l'imprimante, petit croquis rapide sur feuille volante avant d'aller à l'atelier.

Réglage de l'angle de coupe à 97,5° (90+7,5)

Montage de sciage pour couper les languettes en série, il est impératif qu'elles soient toutes identiques.

Les 24 languettes sont assemblées par du papier collant sur leur dos, chaque champ est enduit de colle à bois.



Assemblage avec deux bandes élastiques découpées dans une vieille chambre à air de moto. La concentricité est assurée par un bidon posé à l'intérieur. J'ai d'abord pensé à usiner une rondelle haute et une basse à la CNC qui auraient servies d'écarteurs mais je ne voulais pas m'embêter pour un seul cône.

Cône démoulé et ponçé, l'intérieur n'est pas très pratique à poncer il à été fait grossièrement au papier de verre.


Les flasques ont été usinées à la CNC, les deux améliorent le maintien du cône, la haute à l'aide d'une rainure, la basse par un trou tronconique.


Les tuyaux d'arrivée et de départ sont en Ø40, taille de ceux de mon aspirateur.

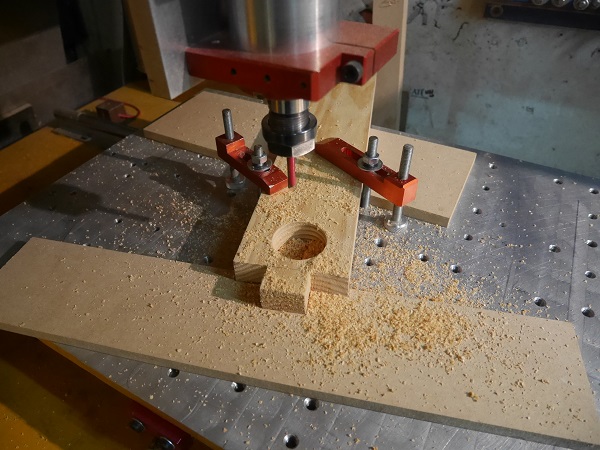
Usinage d'un support de maintien.

Tous les assemblages seront jointés à la silicone.


Traçage de la spirale sur du CP 3mm, elle a été calculée pour démarrer au-dessus de l'orifice d'arrivée des copeaux et finir en-dessous.



Système cyclone terminé. Il fonctionne parfaitement bien, les copeaux sont tous récupérés dans le bidon intermédiaire.
²
Comme les autres construit avec des trucs qui traînent dans l'atelier et toujours le même fond de bidon.
Le cône comporte 24 bandes coniques assemblées/collées. Un peu de 3D pour savoir ou on met les pieds, petits calculs pour les angles de coupe, confortés par la 3D: 7,5°.

Je compte lui ajouter une spirale sensée améliorer le flux des copeaux en le guidant pour tangenter le bord du cône et les empêcher de remonter avec l'air "propre" vers l'aspirateur.


Flemme de démarrer l'imprimante, petit croquis rapide sur feuille volante avant d'aller à l'atelier.

Réglage de l'angle de coupe à 97,5° (90+7,5)

Montage de sciage pour couper les languettes en série, il est impératif qu'elles soient toutes identiques.

Les 24 languettes sont assemblées par du papier collant sur leur dos, chaque champ est enduit de colle à bois.



Assemblage avec deux bandes élastiques découpées dans une vieille chambre à air de moto. La concentricité est assurée par un bidon posé à l'intérieur. J'ai d'abord pensé à usiner une rondelle haute et une basse à la CNC qui auraient servies d'écarteurs mais je ne voulais pas m'embêter pour un seul cône.

Cône démoulé et ponçé, l'intérieur n'est pas très pratique à poncer il à été fait grossièrement au papier de verre.


Les flasques ont été usinées à la CNC, les deux améliorent le maintien du cône, la haute à l'aide d'une rainure, la basse par un trou tronconique.


Les tuyaux d'arrivée et de départ sont en Ø40, taille de ceux de mon aspirateur.

Usinage d'un support de maintien.
Tous les assemblages seront jointés à la silicone.


Traçage de la spirale sur du CP 3mm, elle a été calculée pour démarrer au-dessus de l'orifice d'arrivée des copeaux et finir en-dessous.



Système cyclone terminé. Il fonctionne parfaitement bien, les copeaux sont tous récupérés dans le bidon intermédiaire.
²
Inscription à :
Commentaires (Atom)
-
 Après avoir construit un séparateur de copeaux Thien qui fonctionne très bien, le PVC qui fonctionne moyen je teste un système conique en bo...
Après avoir construit un séparateur de copeaux Thien qui fonctionne très bien, le PVC qui fonctionne moyen je teste un système conique en bo...
