Comme les autres construit avec des trucs qui traînent dans l'atelier et toujours le même fond de bidon.
Le cône comporte 24 bandes coniques assemblées/collées. Un peu de 3D pour savoir ou on met les pieds, petits calculs pour les angles de coupe, confortés par la 3D: 7,5°.

Je compte lui ajouter une spirale sensée améliorer le flux des copeaux en le guidant pour tangenter le bord du cône et les empêcher de remonter avec l'air "propre" vers l'aspirateur.


Flemme de démarrer l'imprimante, petit croquis rapide sur feuille volante avant d'aller à l'atelier.

Réglage de l'angle de coupe à 97,5° (90+7,5)

Montage de sciage pour couper les languettes en série, il est impératif qu'elles soient toutes identiques.

Les 24 languettes sont assemblées par du papier collant sur leur dos, chaque champ est enduit de colle à bois.



Assemblage avec deux bandes élastiques découpées dans une vieille chambre à air de moto. La concentricité est assurée par un bidon posé à l'intérieur. J'ai d'abord pensé à usiner une rondelle haute et une basse à la CNC qui auraient servies d'écarteurs mais je ne voulais pas m'embêter pour un seul cône.

Cône démoulé et ponçé, l'intérieur n'est pas très pratique à poncer il à été fait grossièrement au papier de verre.


Les flasques ont été usinées à la CNC, les deux améliorent le maintien du cône, la haute à l'aide d'une rainure, la basse par un trou tronconique.


Les tuyaux d'arrivée et de départ sont en Ø40, taille de ceux de mon aspirateur.

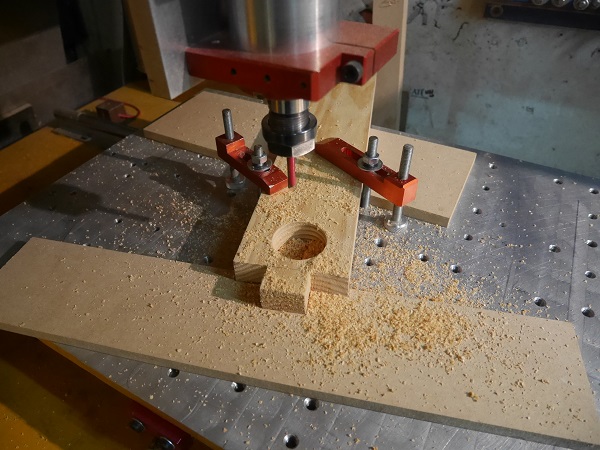
Usinage d'un support de maintien.
Tous les assemblages seront jointés à la silicone.


Traçage de la spirale sur du CP 3mm, elle a été calculée pour démarrer au-dessus de l'orifice d'arrivée des copeaux et finir en-dessous.



Système cyclone terminé. Il fonctionne parfaitement bien, les copeaux sont tous récupérés dans le bidon intermédiaire.
²































